销售服务热线
13864682332




13864682332
硫化罐的全面检测周期是多长时间?诸城市日通机械有限公司-尊龙凯时最新地址
2021-4-26
在硫化罐的定检中发现的缺陷分析!
山东省特种设备检验研究院威海分院 袁建明
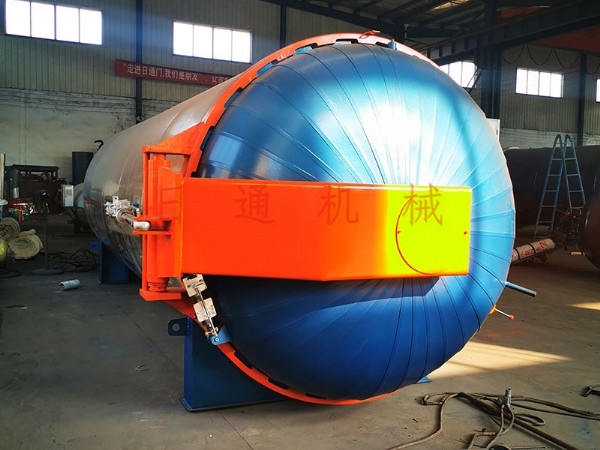
硫化罐是橡胶行业中使用的压力容器设备,主要用于橡胶制品的定型硫化,因此又称为罐式硫化机。在结构上,分为立式硫化罐和卧式硫化罐。由于此类容器使用时属于间歇式,生产效率决定了它采用快开端盖式的结构,其中齿啮式多。 硫化罐的使用压力一般在0.4—1.2mpa,使用温度在150℃左右,属于低压容器。端盖和端部法兰所用材料为锻件或铸钢。在多年的硫化罐检验中,发现了大量的裂纹缺陷,缺陷主要分布在端盖和端部法兰的齿环根部以及筒体内部的焊缝上;另外,罐体底部封头的腐蚀也相当严重。
一、 缺陷产生的原因:
1、 由于硫化罐随着操作过程中升温升压和降温降压的周期循环,所以在使用中存在着交变应力以及由于温度变化引起的周期热应力。当容器使用一段时间后,容易产生疲劳腐蚀。
2、 由于容器的纵、环焊缝内部存在着夹渣、气孔等缺陷,端盖和端部法兰齿环内部也存在着铸造气孔和其它缺陷,往往这些缺陷在使用中随着疲劳的影响而成为裂纹的起点。定检中,对焊缝进行表面探伤发现裂纹后,在对裂纹的打磨消除过程中,很多情况是裂纹下面就是夹渣和气孔。由于快开端盖式的结构比较复杂,其中端盖和端部法兰的齿环根部在使用中受力严重,在对齿环进行渗透探伤时,裂纹大部分产生在齿环的齿根部位。按照产生这类裂纹的硫化罐的使用年限看,绝大部分在10年以上。
3、 为了操作方便,立式硫化罐都安装在地沟中,地沟中都有水,水多时会将部分底封头部分淹没。由于硫化罐温度比较高,与地沟中的水产生高温氧化: fe h2o=feo h2 feo h2o=fe3o4 h2 因此,底部封头的腐蚀相当严重,甚至有腐蚀穿透的情况。
4、 另外,还有锻造的端盖和端部法兰由于体积比较大,不能一次锻造,需要锻成2-3件后进行焊接,由于厚度大,虽然焊后进行了焊后热处理,但是焊接残余应力消除的不理想,所以在使用中伴随着疲劳而产生开裂,往往这类裂纹都比较大。
二、 检验中应注意的问题:
1、 对于超过10年的硫化罐设备,要在检验方案中增加对齿环和筒体焊缝的探伤比例,对筒体焊缝要增加探伤的种类,例如增加超声波探伤,防止焊缝内部产生裂纹并扩展而引起容器爆炸。由于端盖和端部法兰与筒体或封头连接的环焊缝在结构上存在不连续性,所以应对它重点检查。对发现裂纹缺陷的容器在缺陷消除后要缩短检验周期。
2、 对地沟中有水或比较潮湿的立式硫化罐,一定要打开底封头外部保温层进行宏观检查和测厚检验,不能只从内部进行测厚。
3、 对于端盖和端部法兰为通过焊接成为一体的锻件的硫化罐,要找出焊缝部位(焊缝余高在制造时大都被磨平了)进行表面探伤,防止残余应力产生裂纹。
4、 应严格按照《压力容器定期检验规则》tsg r7001-2004的要求进行水压试验。对于使用期比较长的硫化罐,尽管通过表面探伤可能没有发现相关显示(缺陷显示),但是随着使用时间的延长,容器发生疲劳腐蚀,通过水压试验观察有无可见变形和异常响声、渗漏发生。
三、 总结:
尽管硫化罐属于中、低压压力容器,且使用介质无毒不易燃,但是由于在使用中的不连续性和本身结构等方面的原因,经常在定期检验中发现裂纹、严重腐蚀等严重危害设备安全运行的问题。检验人员在对硫化罐检验前应对设备的结构和使用状况进行了解,按照设备的状况制定检验方案,找出检验重点;检验中应细心,在探伤时严格按照无损检测标准和检验工艺的要求操作,防止由于探伤操作的原因而使缺陷漏检。

全国咨询服务热线
13864682332
诸城市日通机械有限公司
联系人:郭经理
手机:13864682332(微信同号)
q q:1652905137
邮箱:1652905137@qq.com
座机:0536-6084777
传真:0536-6064111
地址:山东省诸城市密州工业园观海路2800号
 扫一扫加我企业微信
扫一扫加我企业微信
 产品
产品